
В настоящее время промышленность использует процесс изготовления болтов, называемый холодная штамповка. Благодаря ему достигается высокое качество изделия и разнообразие размеров, форм и видов. Например, существует много форм авиационных, фундаметных, коротких и длинных, прочных и мягких болтов.
Где используются болты?

Болт — это метиз в форме металлического стержня с резьбой по всей длине и готовкой определённой формы на одном конце. Они предназначены для фиксации конструкций при помощи гайки, например в тракторах. Формы головок очень разнообразны:
- Многогранная, из которой самая распространённая в виде шестигранника;
- Потайная или фасонная;
- Полукруглая;
- Закладная;
- Клеммная;
- Стыковая;
Болты имеют самое широкое распространение, например:
- Фланцевое соединение (для ёмкойстей под давлением);
- Башмачное соединение (для гусениц тяжёлой техники);
- Шатунные соединения (в очень тяжёлых конструкциях);
- Ударные соединения (в деталях, с характерными циклическими, статическими или динамическими нагрузками);
Часто используют специальную шайбу, которая увеличивает надёжность.
В зависимости от вида, изделие дополнительно оснащается насечками, углублениями и отверстиями в головке или стержне. Несмотря на то, что болты могут изготавливаться из цветных, тепло или углеродистых сплавов, самыми распространёнными являются изделия из третьей группы.
Как делают болты холодной штамповкой?
Болты из углеродистой стали производят методом холодного штампования. Вначале берут специальную катанку и помещают в печь на 30 часов. Далее она опускается в серную кислоту для удаления ржавчины и промывается водой. После этого сталь покрывают специальным химическим веществом — фосфатом для защиты изделия от дальнейшей коррозии уже перед началом формовки.
Перед отправкой на пресс заготовки покрываются смазкой. Процесс штамповки проводится при комнатной температуре. Он заключается в прокатывании стальной проволоки через различные пресс-формы. Первым этапом идёт прокатка для распрямления и удлинения катанки, затем резка на нужные части с излишком длины. Запас необходим для формирования головки.
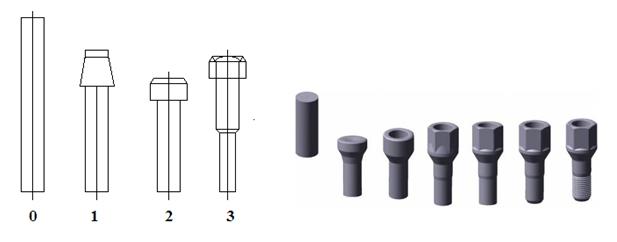
Каждая заготовка проходит через пресс, который формирует идеально круглый цилиндр. Затем ряд прессов плавно формирует головку по заданному виду изделия. рассмотрим формирование шестиугольника:
- Делается лёгкий выступ;
- Затем формируется внутреннее продавливание;
- Следующая форма округляет заготовку;
- И последняя отпечатывает 6 граней;
После этого наступает этап формирования резьбового конца. Острильная машина делает кромку скошенной, для более лёгкого насаживания гайки. Резьба формируется также методом холодной штамповки. Валики наносят её под высоким давлением и очень быстро — до 300 болтов в минуту.
Из каждой партии отбираются несколько образцов и сверяют их параметры. Микрометром проверяют длину, калибром измеряют ширину головки и кольцевым калибром убеждаются в правильности резьбы.
Как делают болты горячим штампованием?
Технологический процесс начинается с подготовки заготовок. Первым делом проверяют качество поступившего на завод сырья. Затем заготовки нарезают на ленточных станках и отрубном комплексе. Далее в ход вступает индуктор, который под действием тока высокой частоты в 40 к Гц быстро разогревает "болванки" до температуры в 1000 градусов.

Нагретое изделие помещают под форму ударного пресса для изготовления головки. В зависимости от её вида, как и в процессе холодного штампования, этот процесс может происходить в несколько этапов. Далее снимается фаска с торцевой части начала резьбы. Это процесс выполняется механически на фрезерном станке.
Основное внимание уделяют резьбе, ведь она должна быть высокого качества. Это достигается на автоматизированном нарезном станке, который смазывает ещё не готовый болт маслом и вращательным движением изготавливает резьбу при помощи резцов. После этого производится проверка при помощи калибров.
Для защиты готовых метизов от коррозии используют процесс горячего цинкования или химической гальванизации. Процесс состоит из следующих этапов:
- Интенсивная мойка в горячей воде для удаления механической грязи;
- Обезжиривание в растворе с ПАВ (поверхностно активными веществами);
- Повторная мойка в чистой воде, для удаления органических и неорганических веществ;
- Травление в соляной кислоте. Она обеспечивает чистую и блестящую поверхность за счёт хорошего окисления хлорида железа;
- Промывка для нейтрализации остатков кислот;
- Погружение изделия в разогретый до 450 градусов раствор цинка при цинковании или нанесение защитного слоя в электролите при химической гальванизации.
Производственный цикл завершается механической доработкой мелких изъянов и полировкой болтов.



